

Unsere Technologien und Prozesse
-
Auftraglöten mit Pulvern, Suspensionen und Tapes
-
Löten, Sintern und Hartlöten im Vakuum und unter Schutzgasatmosphäre (Flamme, Induktion, Ofen)
-
Thermische Spritztechniken: Flamme, Plasma, HVOF, Kaltgas
-
PVD-Dünnschichttechnik
-
Nasschemische Beschichtungsverfahren und Polymerbeschichtungen
-
Zerstörende und zerstörungsfreie Prüfungen

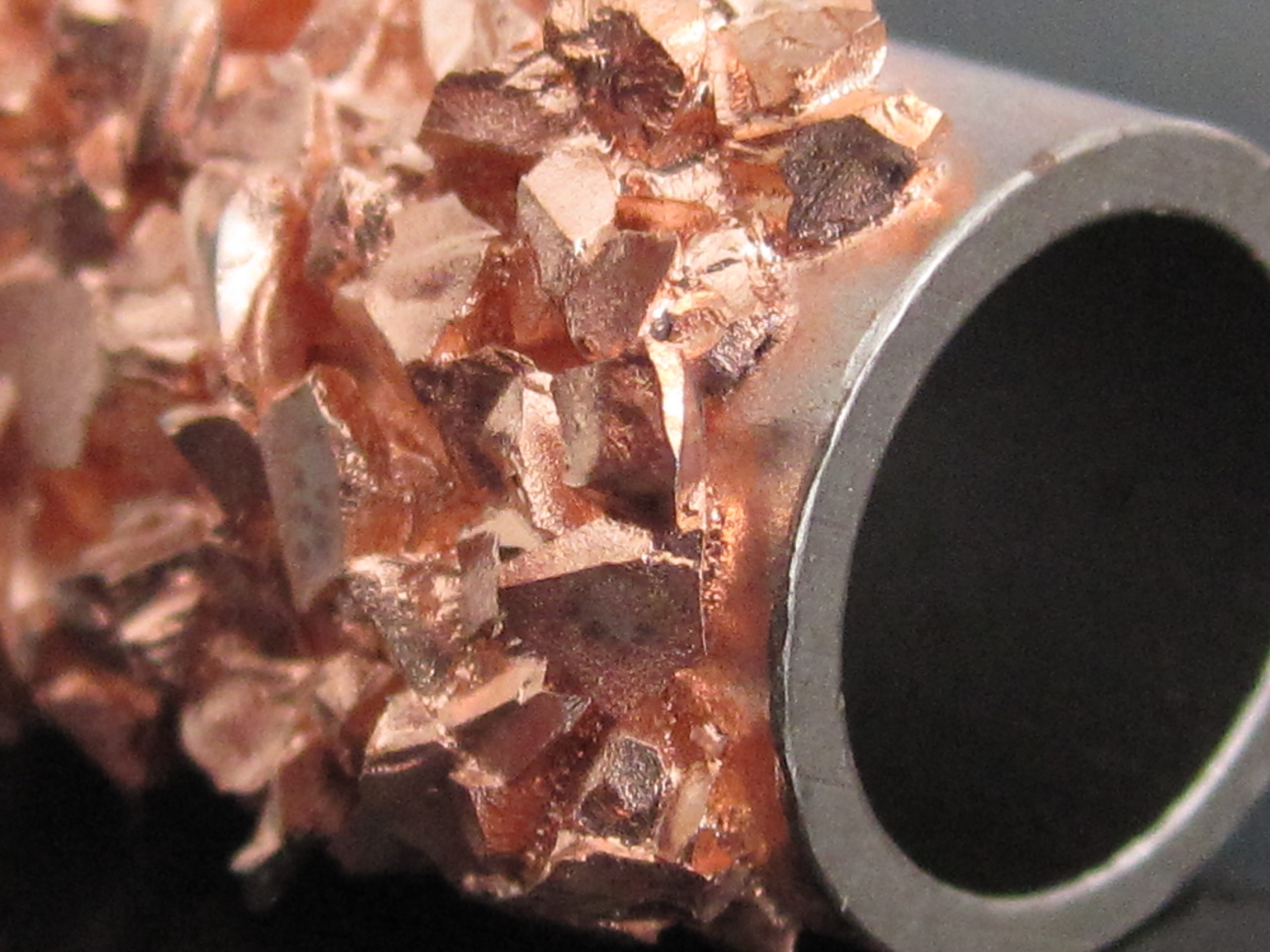





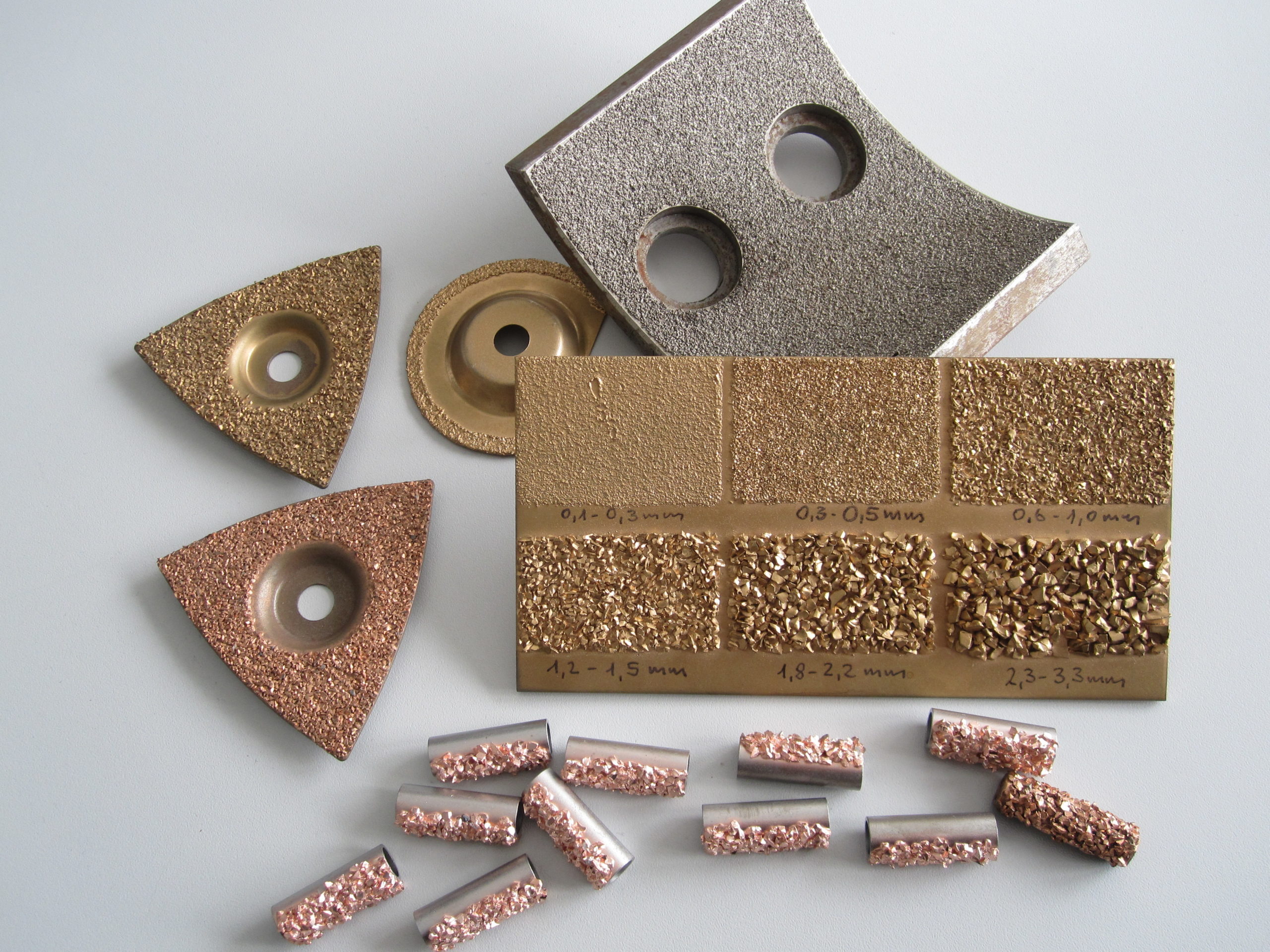
Im Mittelpunkt der Beschichtungen stehen die Lösungen mit Tapes. Tapes sind pulvermetallurgisch hergestellte, flexible Matten, die auf Oberflächen aufgelegt und anschließend wärmebehandelt werden. Hierdurch versintert/verlötet das Tape auf Diffusionsbasis dicht und rissfrei, metallurgisch mit dem Grundwerkstoff.
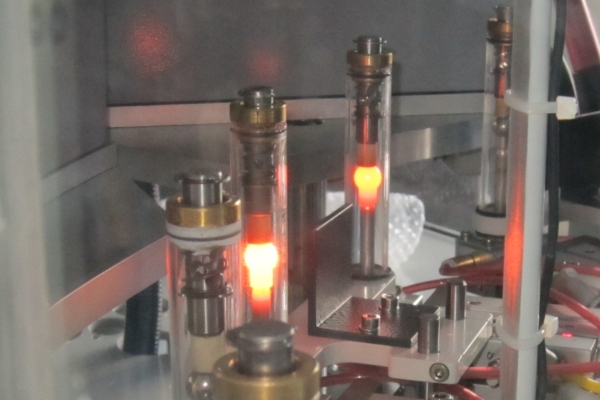
Die Wärmebehandlung erfolgt je nach Prozessvariante im Vakuum, unter Schutzgas oder an Atmosphäre. Wärmequellen können Ofen, Induktion, Flamme oder auch Laser sein. Aktuell hat sich die Tape-Technologie erweitert um Beschichtungen mit Pulvern oder Slurries sowie das Löten von Wolframkarbid und Keramiken. Besonders nachhaltige Vorzüge bieten diese Beschichtungen durch den Einsatz von Sekundärrohstoffen.


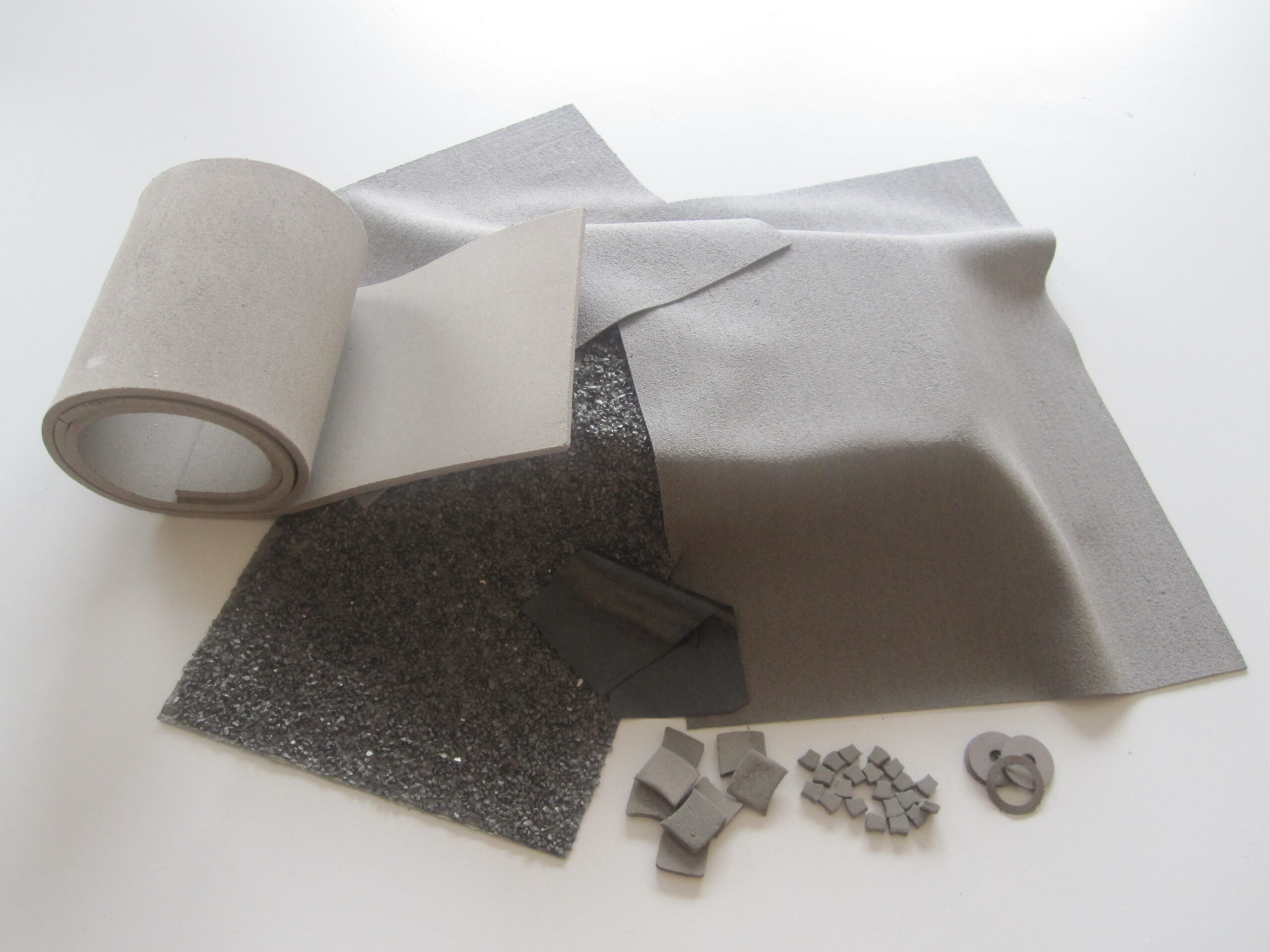
Im Mittelpunkt der Beschichtungen stehen die Lösungen mit Tapes. Tapes sind pulvermetallurgisch hergestellte, flexible Matten, die auf Oberflächen aufgelegt und anschließend wärmebehandelt werden. Hierdurch versintert/verlötet das Tape auf Diffusionsbasis dicht und rissfrei, metallurgisch mit dem Grundwerkstoff.
Die Wärmebehandlung erfolgt je nach Prozessvariante im Vakuum, unter Schutzgas oder an Atmosphäre. Wärmequellen können Ofen, Induktion, Flamme oder auch Laser sein. Aktuell hat sich die Tape-Technologie erweitert um Beschichtungen mit Pulvern oder Slurries sowie das Löten von Wolframkarbid und Keramiken. Besonders nachhaltige Vorzüge bieten diese Beschichtungen durch den Einsatz von Sekundärrohstoffen.
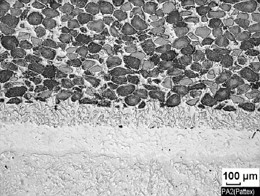

Die Tapes werden durch Mischen und Homogenisieren, durch die Zugabe von Bindemitteln, durch Formgebung und Kalibrierung hergestellt. Durch die spezielle Formgebungstechnik können Bindemittelgehalte von weniger als 3 % erreicht werden. Besonders vorteilhaft ist dabei das Ausgasen geringerer Bindemittelgehalte im Wärmebehandlungsprozess. Denn je weniger Bindemittel eingesetzt werden, desto höher ist die erreichbare Qualität in Bezug auf Schichthaftung und Porosität. Die Hartstoffanteile in der Beschichtung können bis zu 80 Vol.-% und mehr betragen. Die Härte der Beschichtungsmatrix kann flexibel zwischen 20-30 HRC und 62-65 HRC eingestellt werden.
BODYCLAD® Datenblatt