

Our technologies and processes
-
Soldering with powders, suspensions and tapes
-
Soldering, sintering and brazing in a vacuum and in an inert gas atmosphere (flame, induction, furnace)
-
Thermal spraying techniques: Flame, plasma, HVOF, cold gas
-
PVD thin-film technology
-
Wet-chemical coating processes and polymer coatings
-
Destructive and non-destructive testing





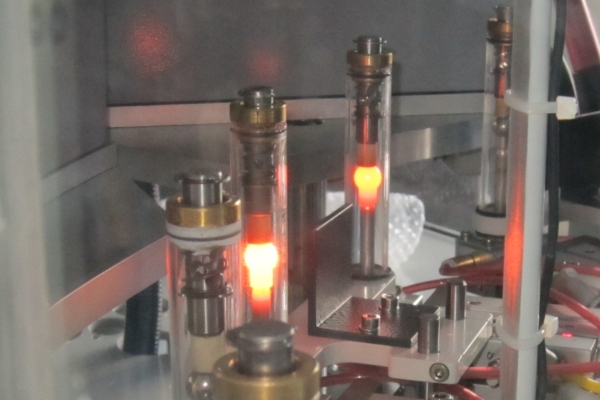

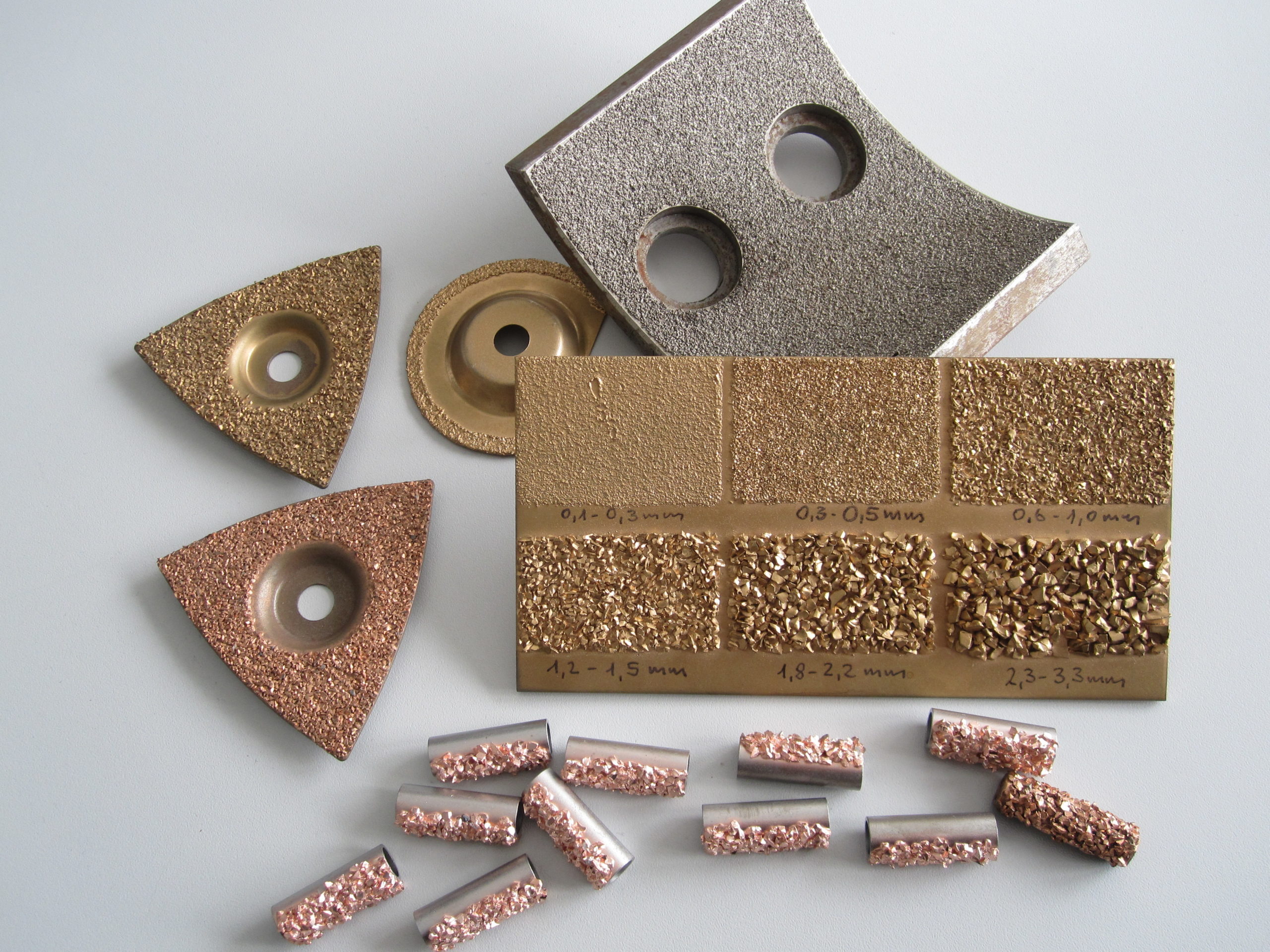
The focus of the coatings is on solutions with tapes. Tapes are flexible mats produced using powder metallurgy, which are applied to surfaces and then heat-treated. As a result, the tape is sintered/soldered to the base material on a diffusion basis in a dense and crack-free metallurgical process. Depending on the process variant, heat treatment takes place in a vacuum, under inert gas or in an atmosphere. Heat sources can be furnaces, induction, flames or lasers. Tape technology has recently been expanded to include coatings with powders or slurries as well as brazing of tungsten carbide and ceramics. These coatings offer particularly sustainable benefits thanks to the use of secondary raw materials.


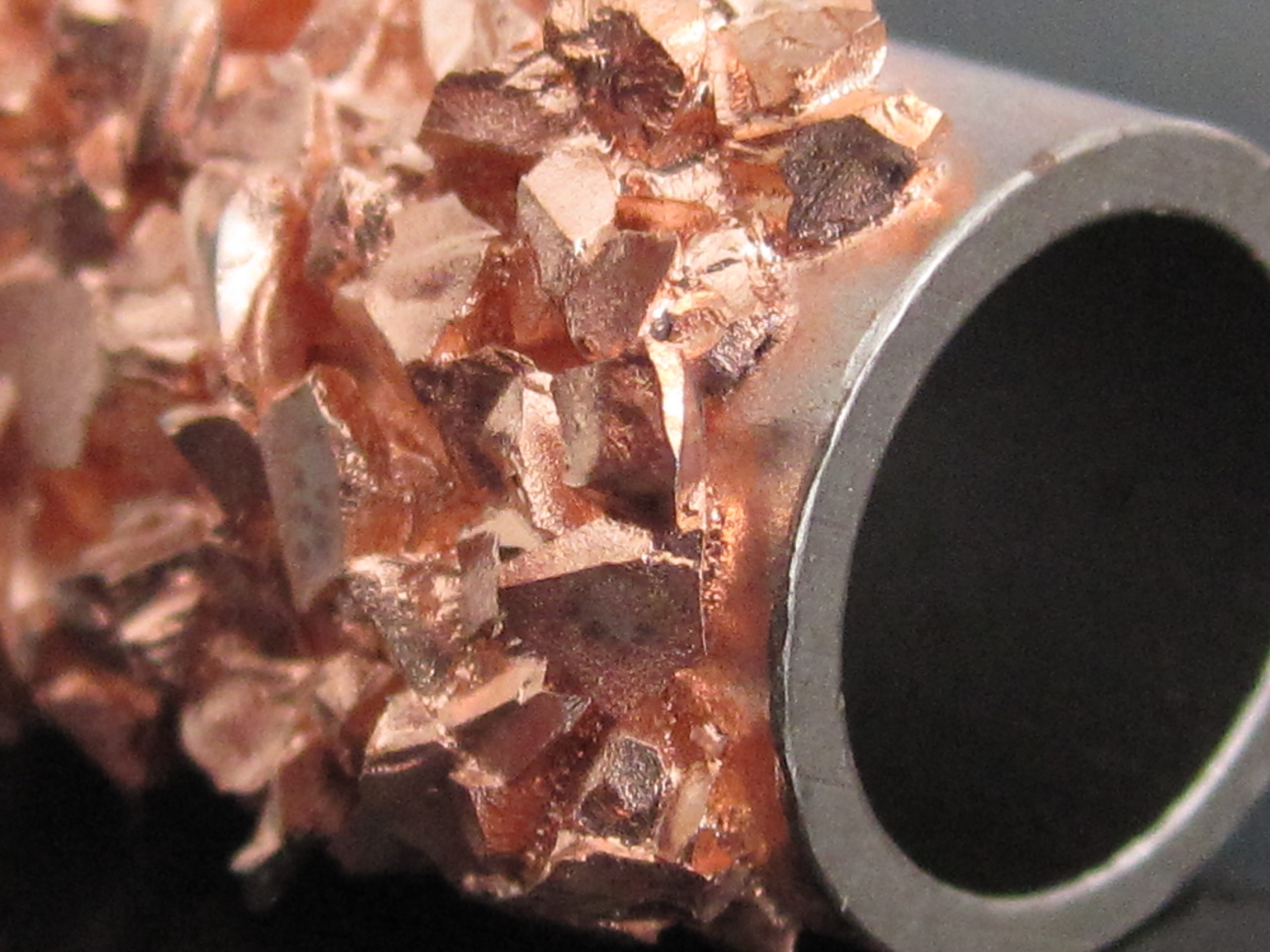
Unlike welding, for example, there is no remelting with the base material during build-up brazing. As a result, the layers are dense, crack-free and smooth. The adhesive strength is extremely high and exceeds that of thermally sprayed coatings many times over, for example. The coating design can be customized depending on the task and requirement profile. For example, the coating thicknesses range from a few tenths of a millimeter to centimeters. The coating matrix hardness ranges from 20 HRC (e.g. for sealing surface recontouring) to 65-70 HRC (e.g. for wear protection). In addition, up to 90 wt.% carbides can be introduced into the layers. Tungsten carbide is used as standard. Depending on the requirements and temperature
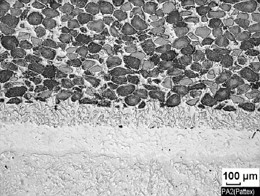

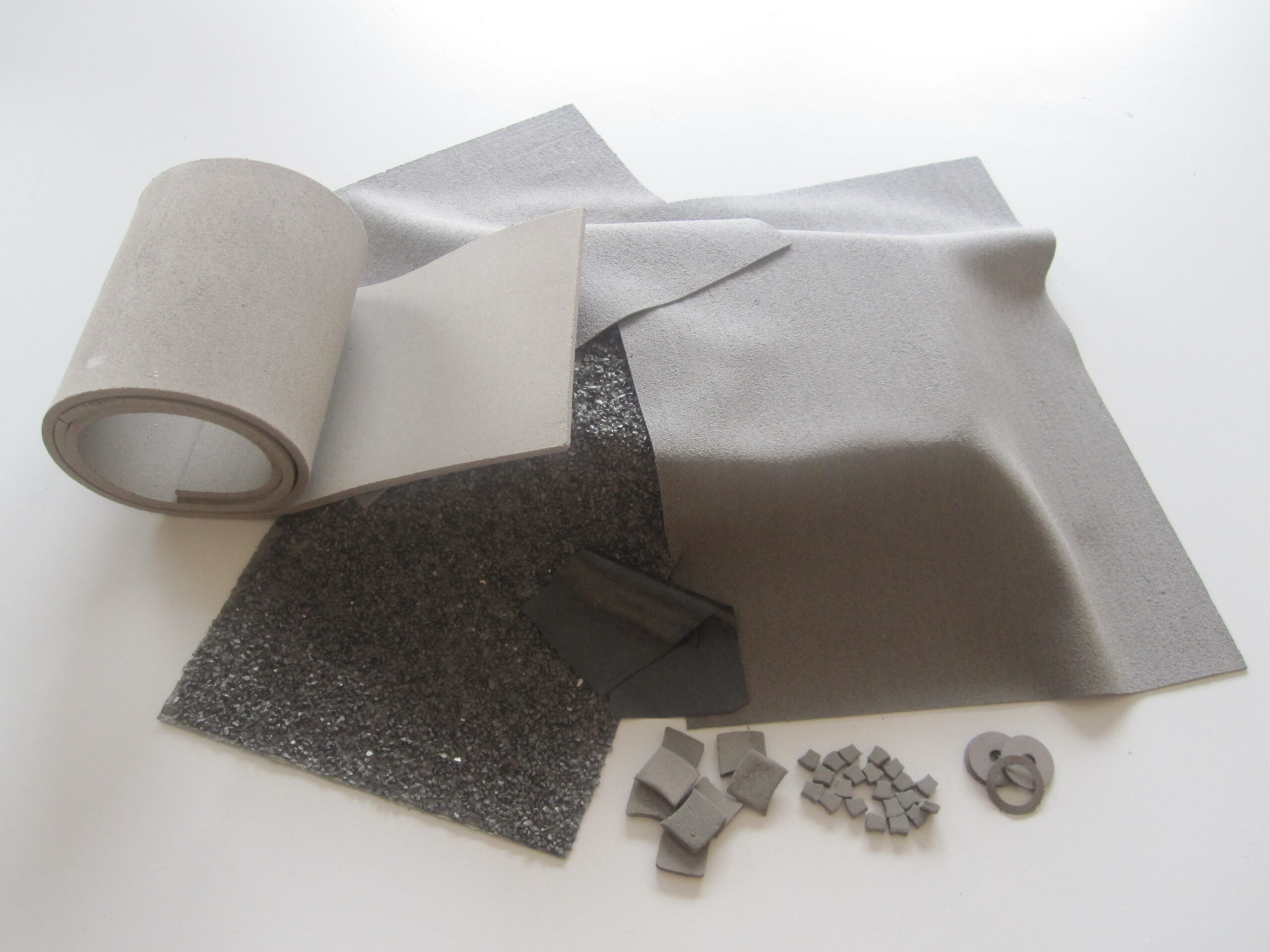
Tapes are produced by mixing and homogenising, adding binders, shaping and calibration. Thanks to the special shaping technique, binder contents of less than 3 % can be achieved. The outgassing of lower binder contents in the heat treatment process is particularly advantageous here. This is because the lower the number of binders used, the higher the quality that can be achieved in terms of coating adhesion and porosity. Hard material proportions in the coating can be up to 80 vol.% and higher. Coating matrix hardnesses of between 20-30 HRC and 62-65 HRC can be achieved flexibly.
BODYCLAD® Datasheet